ժҪ��Ŀǰ����ϵͳ�ij��������ͺţ�����ʹ�������������ĵ��۲��ߣ�Ŀǰ�����ܷ������ڱ���ϵͳ�д���ʹ�á�����ʹ�õ��ܷ���������࣬�����ɹ���������������ˮƽ��һ���ɿ������Ա��ϡ�ʵ���ܷ�����������ϵͳ�ȸ߿ɿ��������Ӧ�ã��ڽ�����ƺ��滻���о�Ӧ�õĻ����ϣ���Ҫȫ��������ܷ�Ԫ����������װ���ɿ���Ҫ�����Ӧ�ԡ��ܷ������ֲ����ܷ�������ȱ����ռ�Ƚϸߣ�����ͨ�����ڷֲ��ʧЧ����FA������˵����ѧɨ�������������ܷ������ֲ�ı�Ҫ�ԡ�
�ؼ��ʣ��ܷ�Ԫ�������ֲ㣻��ѧɨ��������SAM
1����
���ܷ�������������װ�ĵ��������У���װ����صķ�װȱ���ǿɿ��������һ����Ҫ��Դ���ֲ����ܷ���������ȱ�ݣ��ֲ����ճ�Ӳ�����ָ�ܷ�������������IJ��Ͻ���֮��ķ��롣�ֲ���ܷ������ܷ������е��κ�λ�á�
�ֲ���ܷ����ڷ�װ���ա����װ����λ�������ʹ�ýΡ���װ���յ��µIJ���ճ�ӽ���������ֲ����Ҫ���ء����͵�ȱ�ݰ���ģ���Ϻ����߿�ܡ�ģ���Ϻ�оƬ���桢оƬ�ͻ���֮��Ľ���ֲ�ȡ�
2 FA����
2.1��Ʒ�ſ�
ij�ͺž�բ�ܣ���Littlefuse������SOT-223��װ,����Ϊ�����������ֻ��Ʒ���Ϊ2#��1ֻδʹ����Ʒ���Ϊ1#��
2.2��������
2.2.1 �ⲿ��ò��
.png)
�ⲿĿ��ɼ���2ֻ��Ʒ�ⲿ�ṹ��������ʶ������1#��Ʒ��������ΪON Semiconductor��2#��Ʒ��������ΪLittlefuse��1#��Ʒδʹ�ã�2#��Ʒ�ܽ��в������ϣ�����Ϊ�������
����ѯ��Littlefuse��2016���չ�ON Semiconductor���ֲ�Ʒ�����а�����բ�ܣ����ҳ����ֲ��и��ͺ���������Ҫ��һ�¡���ֻ��Ʒ�ɽ��е�����ͽṹ�ȶԡ�
2.2.2 �����ܲ���
���£�25�棩�£�����ֻ��Ʒ���е����ܲ��ԣ������ʾ��1#δʹ�����������ϸ�2#��������������������ʧЧ��
.png)
2.2.3 X�����
.png)
2ֻ��ƷоƬ�ṹ����������������̬���ã�����δ��ȱ�����Σ������δ�����ƣ�����ֻ��Ʒ����������X�����»ҶȲ�һ�������Ƽ��ϲ��ϴ��ڲ��졣
2.2.4��ѧɨ���������
.png)
��ѧɨ�������������ʾ��1#��Ʒ�ڲ�δ���ֲ㣻2#��ƷоƬ����δ���ֲ㣬�����������ܷ�����ȫ���ֲ㣨��ͼ18��19����
2.2.5 ��֤����
��ѧɨ��������鷢��2#��Ʒ�����������ܷ�����ȫ���ֲ㣬����оƬ���±���ΪAnode�ˣ��Ʋ���ƷоƬ�±�����оƬճ�Ӳ��Ͻ�����ڷֲ㣬���Anode��·�������������������ֲ��������������±�����ѹ��������
Ϊ��֤�����ƶϣ��������²��ԣ�
��1����2#��Ʒ���±�����ѹ��Ȼ����в��ԣ������ʾ�������ָܻ��������쳣��
��2���ͷ�ѹ�����ٴβ��ԣ�����������������ʧЧ��
��3�������ѹѹ�����ٴβ��ԣ��������ܡ��������ָ�������
��������Ϊ����ѹ����ѹ���ͷ�ѹ���������ѹѹ��ʱ�IJ������ݣ�
.png)
2#��Ʒ����оƬ�±�����ճ�Ӳ��Ͻ�����ڷֲ㣬���Anode��·����������ʧЧ�����������±�����ѹ�����ֲ㣬ʹAnode��Ч���ӣ��������ܡ������ɻָ�������
2.2.6 ����
����֬��2#��Ʒ���⣬��ֱ��оƬ������������ȷ�����Ʒ������оƬ����λ�ã�������ò���£�
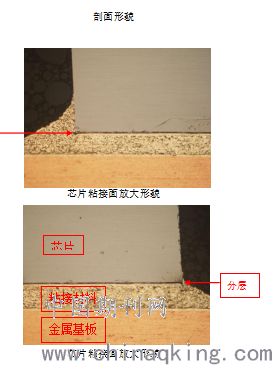
������ò�ɼ���2#��ƷоƬ�±�����ճ�Ӳ��Ͻ���������Էֲ㣨ͼ27��28��ɫ��ͷ��ʾ�����ֲ�������������ȡ�
�����ܷ����ʩ��ѹ��ʱ��оƬ�±��漴Anode��ͨ�������������������ӣ��������ָܻ�������
3 ����
�ܷ������������Ͻ���һ�������ֲ�����ʹ�տ�ʼ�ֲ����С����������ʹ�ù����У������ܵ��ȱ�Ӧ�����еӦ�������ã��ֲ�������������յ�������ʧЧ��
��ѧɨ����������SAM��������Ч�����ܷ������ķֲ�ȱ�ݣ��������������ƻ������ּ����ڼ����ϵ����ܡ��ڲ�ȱ�ݷ����������������������ŵ㡣���ѳ�Ϊ�����⼼���з�չ���ļ���֮һ��SAM�ɶԴ����������м�⣬�Ӷ��ڲ�Ʒʹ��֮ǰɸѡ�����ϸ�Ʒ���߱�֤����ģ�ܹ��յ����������ܷ������ɿ������ŷdz���Ҫ�����塣
�ο����ף�
[1] ?���ɿ��������� Ҧ���棬2004.8��
[2] �����ӷ�װ������ɿ��ԡ� H.���±��� ���˶�·�ɿ� 2012.9��