摘要:二辊卷板机所采用的柔性滚弯技术(Rotary shaping with the Use of Elastic Mediums,简称 RSEM)是指利用弹性介质对钣金件进行滚弯成形,该技术将弹性介质的冲压优势和传统滚弯原理结合,使板材产生塑性形变,颠覆了传统的三辊、四辊卷板机的基本成形原理,是一种先进的近净成型制造技术。二辊卷板机,一般上辊为刚性辊(上钢辊/模具),下辊为弹性辊(柔性辊),上钢辊下压,使置于上钢辊与下弹性辊之间的金属板材,围绕上钢辊产生弹塑性形变,获得弯曲。其板材形成的曲率半径与上钢辊直径密切相关,上钢辊直径越大,形成工件的直径就越大,要实现卷制不同曲率大小的工件,只能通过更换直径不同的上钢辊而获得。如何不通过更换上钢辊(模具),实现滚弯不同直径的筒形件,是本文所要解决的关键技术与研究内容。
关键词:二辊;柔性滚弯;可变径;直径可调
一、“可变径”二辊柔性滚弯成形关键技术研究重要性与迫切性
我国快速发展的国防工业和国民经济重点领域对高精度数控卷板机的需求日益增长。尤其在航空航天、海洋工程、汽车制造、石油化工和兵器军工等领域中,筒形、锥形以及变曲率金属板件的成型对卷板机功能实现与性能保证提出了更高的要求。然而,传统的二辊卷板机卷制不同直径筒体时,需要更换与之相匹配的模具,这不但增加了制造成本,也降低了生产效率。因此,如何使用同一直径的模具,卷制不同直径工件的筒体,实现二辊卷板机的“可变径”功能,是二辊卷板机领域亟需攻克的关键、共性技术难题。目前,日本池田喜、意大利戴维(Davi)、法塞 (Faccin )公司,以及德国克努特(Knuth)公司等国际知名卷板机制造企业在二辊卷板机“可变径”关键共性技术上也均未取得突破。
因此,研发二辊柔性滚弯“可变径”关键技术对我国高端装备制造领域发展的迫切性、重要性已越发凸显。
二、主要关键技术研究内容
1. 研究柔性滚弯成形理论,建立不同压入量下获得不同工件直径的成形关系和规律,提出刚 性辊压入量精确控制方法,解决压入量的微小改变会引起板材弯曲曲率较大变化难题。
二辊卷板机所采用的柔性滚弯技术(Rotary shaping with the Use of Elastic Mediums,简称 RSEM)是指利用弹性介质对钣金件进行滚弯成形,该技术将弹性介质的冲压优势和传统滚弯原理结合,使板材产生塑性形变,颠覆了传统的三辊、四辊卷板机的基本成形原理,是一种先进的近净成型制造技术。二辊卷板机,一般上辊为刚性辊(上钢辊/模具),下辊为弹性辊(柔性辊),上钢辊下压,使置于上钢辊与下弹性辊之间的金属板材,围绕上钢辊产生弹塑性形变,获得弯曲。 其板材形成的曲率半径与上钢辊直径密切相关,上钢辊直径越大,形成工件的直径就越大,要实现卷制不同曲率大小的工件,只能通过更换直径不同的上钢辊而获得。目前,国内外生产制造的二辊卷板机均基于这一原理。为解决二辊卷板机领域用同一直径的上钢辊模具,来实现滚弯不同直径工件的筒体这一国内外关键共性技术难题。本项目中,通过对柔性滚弯过程进行反复实验和有限元分析表明:压入量越大,制品工件直径越小,但当压入量达到一定极限值时(贴模状态),制品直径不再发生变化。
传统的二辊卷板机就是在贴模状态下卷制工件。如图 1 所示:在板材厚度和屈服强度不变的条件下,上钢辊压入弹性辊深度(压入量 H)与卷制工件直径 D 之间的呈非线性关系曲线(通过优化 弹性辊材料,此非线性关系更明显精确):当上钢辊直径为¢200mm,压入量 H1 为 2.4mm 时,获得制品直径 D1¢592mm;压入量 H2 为 3.95mm 时,获得制品直径 D2¢335mm;压入量 H3 为 5.5mm时,获得制品直径 D3¢270mm;压入量 H4 为 6.2mm 时,获得制品直径 D4 仍为¢270mm(贴模状态)。
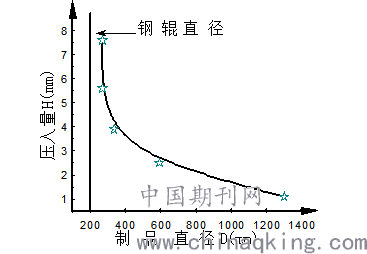
图 1 压入量和制品直径之间的非线性关系曲线图
基于以上非线性关系曲线,我们获得了“可变径”柔性滚弯数控二辊卷板机的基本理论和基本技术。即:“压入量越大,则滚弯直径越小”的非线性关系。由此开发了可调整卷圆直径的新型数控二辊卷板样机,采用液压伺服系统或者滚珠丝杠副传动,实现刚性辊对弹性辊的微压入,同时通过微米级激光位移传感器实现下工作辊(弹性体胶辊)运动轨迹的高精度传动与精确定位,实现了不需更换上钢辊,可滚弯不同直径筒体工件的功能。从而可靠地保证了可变径加工技术的实现。该技术填补了卷板机领域的国内外空白。
2. 研究开发了高性能聚氨酯橡胶弹性辊,为可变径柔性滚弯技术的实施提供了基础保证。
传统二辊卷板机采用的聚氨酯弹性体材料,成型区间范围较窄,且成形关系和规律极不稳定,要利用此区域对板材进行滚弯成形,只能在贴模状态下卷制。本项目通过改善和优化聚氨酯材质性能,根据板材厚度和强度的不同开发新型弹性辊,利用压入量和卷圆直径非线性关系曲线理论,实现不更换上钢辊卷制不同直径的筒体工件。
通过对聚氨酯橡胶材料成分配比试验和性能试验的研究,使聚氨酯橡胶辊在获得较大硬度时,仍能保持较高的回弹率和较低的压缩永久变形率,解决了弹性辊提升硬度时抗拉强度和回弹率下降的问题。得到了性能有较大改善和提升的新型聚氨酯橡胶弹性辊,新型弹性辊的使用,拓宽了成形区范围,提高了板材成形稳定性。研制开发的高性能弹性辊,对可变径柔性滚弯技术的实施起到了基础作用。开发的新型柔性辊如图 2 所示:
.png)
图2 新型柔性辊
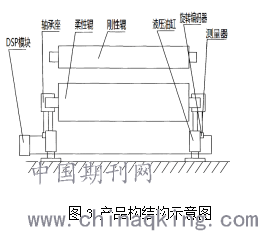
图3 产品构结构示意图
3、提出数控技术与传感技术相结合的方法,开发了双辊自动调平技术,有效避免卷制工件时可能出现的大小头现象,提高卷制工件的品质精度。
下辊升降自动调平功能,是实现可变径柔性滚弯技术的重要组成部分,它结构简单(结构示意图如图 3 所示),传动行程精准,且能自行调控平衡,性能稳定,方便实用,有效避免了不良产品的发生。它包含轴承座、下辊(胶辊)、上辊、液压油缸,它还包含 PLC 控制器、位移传感器和测量器;两端液压油缸外侧设置有位移传感器,位移传感器通过测量器与下辊上的轴承座连接,两端编码器同时连接 DSP 模块。下辊工作时,编码器通过测量器检测下辊两端是否平衡,当误差大于 0.05mm 时候,DSP 模块 1 自动控制两端液压油缸进行平衡调节。其结构简单,传动行程精确,且能自行平衡调控,性能稳定,方便实用。
调平系统有检测、执行机构和控制系统三部分组成,具体包括双轴水平传感器、阀控液压缸和基于 DSP 的数字液压控制系统及相关链接电缆等组成。
4、基于“可变径”理论和实验数据库,开发了可变径柔性滚弯专用数控程序。攻克了二辊 柔性滚弯数控机床关键技术,实现了“可变径”柔性滚弯二辊卷板机数字控制与自动化。
基于弹塑性力学理论,研究不同材质、不同板厚、不同屈服强度下柔性滚弯成形规律,结合基础试验和有限元仿真分析,建立了不同进给量下获得对应工件直径的成形关系和规律,从而为柔性滚弯专用数控程序提供了工件成形控制所需的基础数据来源。用户通过人机对话,输入板材参数(板厚、板材屈服极限、工件直径)后,数控加工应用软件便计算出合理下压量,从而卷制出所需要成形曲率的工件。
柔性滚弯专用控制系统的软件分为三层:控制系统软件层、操作系统层和硬件层,其中操作系统软件层包括操作系统、硬件设备驱动程序和 API 接口,通过 API(板卡动态链接库和操作系统 API)与应用软件进行交互,通过硬件设备驱动程序与工控机通用硬件设备和板卡等进行交互完成系统基本的输出输入控制和服务,操作系统层通过应用程序接口(API)对外实现开放,用户可以基于 API 和调用板卡动态链接库里的库函数编写应用程序模块,实现系统功能的扩展而不改变系统整体软件体系,如图 5 所示。
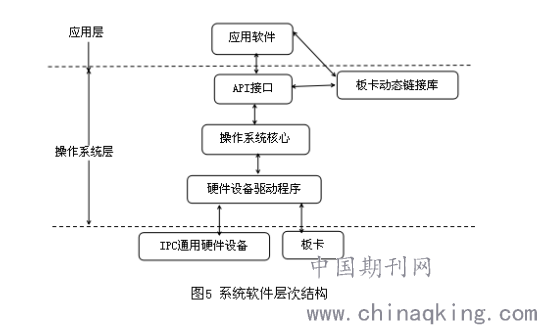
系统控制软件以Windows操作系统核心为中心,控制应用软件将运动程序编译成PC可识别的代码并通过板卡提供的动态链接库(DLL)发出请求,操作系统通过调用驱动程序实现对硬件的控制。控制算法程序在应用层实现,而对硬件的具体操作在驱动中实现。并建立了以下功能模块:
(1)系统初始化模块:系统初始化模块在系统软件启动时运行,包括硬件初始化和软件初始化。硬件初始化主要完成数据采集控制卡的地址分配、采集控制卡端口地址的设定等;软件初始化主要完成控制系统软件相关系统参数、功能设置的初始化。
(2)人机交互模块:人机交互模块主要完成参数的输入,人机交互模块采用下拉式菜单、对话框等来构建人机交互平台,界面主要包含机床各工作辊状态的实时显示;电磁阀工作状态的监测;数控代码显示区;工件的当前加工工步显示,工作辊的点动操作。
(3)参数输入模块:包含了工件图形设置输入和参数设置。
(4)工序编辑模块:用户可以根据自己的需要选择工序手动编译或工序自动编译。自动编译只需将各参数输入系统自动生成加工程序,虽然简单并且节约时间,但其只是系统根据建立的数学模型给出的一个建议程序。
(5) 运动控制模块:该模块是数控卷板机软件系统的核心模块,主要功能根据是先调用工件加工程序,获取每个工序各工作辊的运行位置指定值,比较输入检测子模块获得数字输入,然后进行特定的逻辑运算关系形成输出,最后调用发出指令完成驱动功能。
(6)数据采集模块:该模块任务是读取各正交编码器和行程开关、接近开关的值,完成各种数字量、开关量输入信号的数据采集、转换及处理等工作。
(7)故障诊断模块:在数控卷板机工作过程中,有故障报警提示,帮助操作人员和维修人员实时了解数控卷板机的工作状态。

图7 产品图片
三、总结
本关键技术研究了柔性滚弯成形理论,建立并揭示了不同压入量下获得不同工件直径的成形关系和规律,提出了“压入量越大,卷制筒体直径越小”的非线性关系理论;开发了高性能聚氨酯橡胶弹性辊,为可变径柔性滚弯提供了基础保证;与此同时研究且实现了刚性辊压入量精确控制方法,解决了压入量的微小改变会引起板材弯曲曲率较大变化这一技术难题;创新地开发了双辊自动调平技术,有效避免了卷制工件时可能出现的大小头现象。开发了可变径柔性滚弯专用数控程序,同时集成了液压伺服系统、高精度位移传感器,实现了可变径柔性滚弯技术与高精度数控技术的有机结合。
它的研究,显著提高了工作效率、和矫圆精度,同时也降低了生产成本,与国内外同类产品相比具有极大的技术和市场优势。
实现了多项自主知识产权,多项技术达到国际领先水平。其中,核心专利“一种数控可调整卷圆直径的二辊卷板机ZL 201110194158.3”获得中国专利优秀奖。它不仅解决了制约柔性滚弯“可变径”关健共性技术难题,带动机械锻压行业的技术革新与转型升级,而且为提高和改善我国管材良好成形及产品品质,使我国在柔性滚弯技术领域达到国际先进水平和参与国际竞争奠定了基础。
参 考 文 献
[1] 基于CAE仿真的两轴柔性滚弯过程的应变分析.南京航空航天大学学报, [J].鲁世红,金霞.2009-12-11.
[2] 基于有限元分析的二轴柔性滚弯过程影响因素的研究[J].机械科学与技术.余国庆,鲁世红.2005-10-22
[3] 3D FEM Simulation and Experimental Research of Springback in Bending Process of Aluminum Alloy Sheet[J]. Key Engineering Materials. X.Jin,S.H.Lu.Vol.431-432(2010)