张庆华 黄瑞相 刘前亮
河钢邯钢公司冷轧厂 河北 邯郸 056015
摘要:本文阐述了从冷轧机至平整机整个生产过程中冷轧板表面质量缺陷黄带的形成机理和改进工艺提高表面质量的过程
关键词:锈斑 板面发黄;冷轧 退火 平整;乳化液
1前言:
冷轧卷锈斑、板面发黄、平整液残留多,一直是制约冷轧产品质量提高的关键问题。另外,平整液大量残留导致冷轧板面污迹斑斑。这使得冷轧板生产组织相当被动,给我厂冷轧板的生产特别是产品质量带来了很大影响。因此减少冷轧板锈斑、表面发黄和平整液斑迹,对于提高产品质量、优化生产组织具有重要现实意义,必将产生巨大的经济效益。
2 板面发黄的成因分析
2.1板面发黄和锈斑的形成机理
目前,国内外关于冷轧板黄带和锈蚀的成因,有两种解释理论。扼要概述为:
2.1.1氧化锈蚀机理:
钢板的锈蚀过程是一种化学反应过程,锈蚀产物为铁的氧化物。
产生锈蚀应具备两个条件:
(1)板面有水存在。
(2)板带直接与空气接触,环境有氧气。
此外,环境温度、湿度、板面表面缺陷(夹杂、麻面、划伤等缺陷)、存放时间等都会导致锈蚀的迅速生成并扩大。
锈蚀产生机理见图1。
.png)
图1
2.1.2电腐蚀机理
(1)钢板表面清洁度差:钢板中部残留的铁粉、残碳多于两侧,因此,中部与两侧自然形成电位差。在被污染的部位产生电腐蚀反应。
(2)钢板平整过程中,原氧化膜部分被破坏,新老界面间形成电位差。
(3)钢板结构差异,正常部位与缺陷部位形成电位差。
(4)钢板表面残留的平整液成为电腐蚀过程的电解质。
以上因素交织重叠发生时,就容易产生锈蚀、黄带。两种理论,都密切关系到水分残留。
因此,保持板面干燥(防水)、阻断板面与空气接触(防氧)、提高板带抗氧化能力是解决板面黄带和锈蚀的关键。
2.2我厂冷轧卷黄带和锈蚀影响因素分析
根据冷轧板黄带和锈蚀成因机理,我们逐工序排查导致冷轧卷黄带和锈蚀的因素,并对其进行了分析和归纳。
生产流程见图2:
.png)
图2
通过工序跟踪调查,发现有80%的锈蚀和黄带发生在平整前,即在终冷台冷却和平整前库存放时出现锈蚀。另外,板面缺陷、吹扫效果、涂油质量、包装质量等也是造成钢卷存放时间短、易锈的主要因素。板面发黄主要出现在不涂油的平整卷。具体影响因素如下:
2.2.1终冷台冷却和平整前库区存放因素:
为了加快冷却速度,退火后钢卷一般需在终冷台进行冷却,冷却风为厂房外大气自然风,冷却时间为24小时。由于夏季环境气温一般在30℃以上,空气相对湿度大于40%RH,阴雨天气可达80%RH。经常会出现空气湿度大于临界湿度的情况;而昼夜温差、以及钢卷在终冷台长时间冷却造成的局部温度低,使潮湿空气极易在钢卷表面结露,造成钢卷在终冷台出现锈蚀。
锈蚀钢卷见图3
.png)
图3
冷硬卷在库区由于存放时间长,特别是当板面存在夹杂、纵裂、划伤等质量缺陷时,极易导致钢卷在退火前出现锈蚀,虽然经退火后,氧化铁会被还原,但这些原始锈迹往往成为冷轧卷锈蚀的根源,导致锈蚀极易在该处发生并生长扩大。
由于终冷台数量限制,为了增加罩式炉产量,许多钢卷未经终冷台而直接出炉,又由于平整机对钢卷上卷温度的限制(低于45℃),这给生产计划的编排造成困难,有时造成钢卷长期不能生产而锈蚀。由于钢卷在库区放置时为裸卷存放,造成钢卷直接接触空气,在加上环境温度高、湿度大,从而加快了钢卷锈蚀速度。
2.2.2平整液因素
平整液的主要作用为:防锈、清洗和润滑。我厂以前采用的是斯图尔特生产的平整液,在使用中存在如下问题:
( 1)平整后不涂油的钢卷存放8小时便会产生黄带,防锈性能差;
(2)平整液粘度高、流动性差,不易吹扫干净,造成板面斑迹和水分残留;所以,需对平整液重新选型。
2.2.3平整机空气吹扫因素:
我厂平整机组采用湿平整,在平整机入口有两排喷嘴喷射平整液,湿润带钢的上下表面,清洁辊身和润滑辊缝。在平整机出口将带钢表面的平整液用压缩空气吹扫,用来吹走板带上的平整液。研究分析表明,原设计的空气吹扫系统存在以下问题:
(1)吹扫梁存在吹扫盲区,喷嘴数量、选型、间距、喷射角、冲击力需进一步改进。下表面前后排喷嘴吹扫效果均有空隙,而且覆盖的最大宽度不足1250mm。
(2)吹扫梁的吹扫宽度只能达到1200mm,而我厂生产冷轧板的宽度范围是900——1665mm。目前生产1250mm宽冷轧板,边缘两侧均出现约20mm宽明显的平整液残留。
(3)冷风吹扫,特别是冬季,温度较低时节,易于板面发黄。
(4)平整机烟雾排放系统能力不足,平整轧制生产、平整液喷射、空气吹扫时产生的烟气不能有效抽走,大量蒸汽在轧机上方,然后又凝结随机滴落在板带上,产生大块污斑。
2.2.4冷轧机乳化液残留因素:
(1)在轧机出口处乳化液未吹净,残留在带钢表面上;
(2)乳化液防锈添加剂效果不佳;
(3)装炉后,预吹扫时间不足,加热时乳化液碳化形成斑点。
3 工艺改进
3.1改进终冷台生产工艺
(1)改造终冷台进风口。通过测量厂房内外环境温度、湿度,发现厂房内温度一般比厂房外高3℃-5℃,相对湿度低10%RH,而且相对稳定。为此我们在厂房内开设进风口,雨季采用厂房内相对干燥空气进行冷却,减少环境因素的影响。
(2)控制冷却时间。钢卷在终冷台长时间冷却时,卷芯、边部、对流板通风道等钢卷的局部区域温度降低很快,局部过冷导致潮湿空气在金属表面结露而锈蚀。为了避免这一因素的影响,我们测量不同规格厚度的钢卷在终冷台的冷却温度曲线,根据冷却曲线,重新对各规格产品的冷却时间进行规定。
各规格产品的冷却时间见表1
.png)
表1
3)平整液重新选型
3.2为了提高平整液防锈能力,选择Q公司和YX公司两家进行试验。试验跟踪情况如下:
奎克和尤喜路平整液使用情况见表2和表3所示:
平整卷号 平整生产时间 重卷生产时间 时间间隔 黄带出现情况
表2
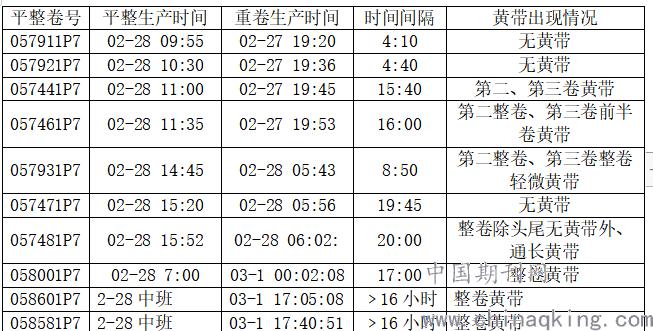
表3
试验证明Q公司平整液钝化效果远好于其它家,为此,选用Q公司平整液进行生产。由于该平整液防锈效果较好,对抑制板面发黄效果明显。
3.3吹扫系统大幅改造
(1)通过大量离线和在线试验,调整平整机出口压缩空气吹扫的压力分配。
(2)通过大量离线和在线试验,精确控制喷嘴角度和间距,增加板宽方向喷嘴数量,在板带正中央增加了一个喷嘴,改善中部吹扫。
(3)制作吹扫宽度可调节的吹扫梁。根据带钢宽度调整吹扫梁的吹扫宽度,在吹扫梁的两端,各预留一个备用接口。当冷轧板宽大于1250mm时,启用备用接口。
(4)新增加多道吹扫梁。在平整机入口,增加了1道吹扫梁,实现板面颗粒杂质的预吹扫;在平整机板带出口上方,增加了1道5喷嘴低噪音、高打击力的吹扫梁;在平整机板带出口下方,增加了1道2喷嘴低噪音、高打击力的吹扫梁,负责带钢边部吹扫。
(5)在防缠导板上面增加V型挡墙,防止液滴向板带上流,并定期疏通V型挡墙两侧积液排放口和防缠导板吹扫槽缝。
(6)改善烟雾排放系统抽吸效果。合理分配吸风口的阀门开口度,从而提高了烟雾排放系统抽吸能力。
(7)平整机出口增加了挡水皮帘,改进了密封效果和防飞溅效果。
(8)调整平整液喷射角度,修改挡板,使停喷时的平整液不流到板带上。
(9)在酸轧F5轧机出口增加了一道上下吹扫梁,吹扫残留乳化液。
(10)提高乳化液防锈剂防锈能力。
(10)增加热风吹扫功能。它是抑制冬季锈蚀和黄带产生的又一道防护保险墙。
4 结束语
通过以上攻关措施的施行,冷轧板锈斑和板面发黄基本消失。过去冷轧板上经常残留大片黑色污斑的现象几乎绝迹,冷轧板两侧通长带状白色平整液残留减少了80%~100%。冷轧板表面质量有了极大改善。增强了我厂冷轧卷市场竞争力。目前我厂冷轧卷已广泛受到市场好评。