中石化南京工程有限公司 南京 211100
摘要:在天然气制氢装置中,采用较为先进的控制系统,对生产过程进行全方位的自动控制,具有高度的自动化水平,降低人工手动操作造成的能源浪费,减少维护量,从而实现节能环保和降低成本的预期。本文结合自己的实际工作情况,对天然气制氢装置中安全平稳运行最为关键、最具代表性的典型控制回路进行分析和探讨。
关键词:天然气;氢气;典型控制回路
1 引言
国家发展改革委员会2012年底发布的《天然气利用政策》,将天然气制氢项目划分为允许类,天然气制氢项目属于国家政策允许的天然气化工发展领域,符合国家天然气化工产业政策。在具有丰富油气资源的地区,天然气制氢装置以天然气为原料,加之先进成熟的工艺技术,可大大降低原料及公用工程的消耗。近几年,天然气制氢项目也在不断推进。
天然气制氢装置以天然气为原料,采用蒸汽转化、中温变换、PSA气体分离技术路线生产纯净氢气。其中蒸汽转化控制系统最为复杂,包括装置负荷及水/碳比控制、燃烧控制等。这些控制多数为复杂控制,保证蒸汽转化在工艺要求的范围内正常运行,具有高度的自动化水平,先进控制系统的应用保证了天然气制氢装置的安全平稳运行。
2 天然气制氢装置工艺流程概述
天然气制氢装置大致分为四个单元,分别为原料预处理单元、蒸汽转化及热量回收单元、中温变换单元、PSA气体分离单元,装置生产过程连续性强,控制指标要求严格。
原料预处理单元中,原料天然气经过粗脱硫反应器脱除无机硫,将无机硫降到10ppmv以内,粗脱硫后的天然气经过高温加氢及氧化锌脱除有机硫,将总硫含量将至0.1ppmv以下,以保护转化催化剂。
经过脱硫后的原料天然气与蒸汽混合后进入转化炉,在高温高压下发生蒸汽转化反应,将甲烷转化成氢气和一氧化碳。转化部分采用先进的天然气蒸汽转化技术,在较高的转化入口温度、较高的转化出口温度、高碳空速下,发生蒸汽转化反应制取氢气,技术较为先进,有利于提高制氢装置的转化率和收率,降低能源消耗,提高热量回收。
转化炉出口工艺气中一氧化碳的含量为13%左右。出转化炉的工艺气经过中温变换反应将工艺气中的一氧化碳在催化剂的作用下发生一氧化碳和水的变化反应,生成氢气,以提高氢气的收率。出变化炉的一氧化碳的残余量为3%左右。中温变换气经过换热回收热量后冷却至40℃,进入PSA气体分离单元进行氢气提纯,中温变换气冷凝液经过汽提塔汽提后送去除氧器进行循环回收利用。本人参与设计的天然气制氢装置设置一级中温变换流程,避免了中温变换加低温变换流程的复杂性以及投资较高的缺陷,使得流程在满足工艺要求的前提下尽量简单,开停工方便。
经过PSA气体分离单元的中温变换气,吸附除了氢气以外的甲烷、一氧化碳、二氧化碳、水等其他杂质,让气体得以净化。PSA气体分离单元中的吸附床,吸附了杂质进行减压、吹扫后,使吸附剂得以再生,再次进行充压吸附。如此循环往复进行,最后分离的产品氢气纯度大于99.9%,送至界区管网。PSA气体分离单元的解析尾气则作为燃料气返回转化炉燃烧。
该制氢装置的重要过程控制点和产品送出装置界区前,均设有在线分析测量仪表,以便实时监控过程参数和调整生产过程条件,以达到控制生产安全平衡运行的目的。
以上工艺流程示意图如图1所示。
.png)
图1 天然气制氢装置工艺流程示意图
蒸汽转化反应为强吸热反应,所需热量由分布在转化炉顶部的气体燃料烧嘴提供。转化炉是蒸汽转化单元的重要设备,同时也是天然气制氢装置工艺流程中的核心设备,转化炉由辐射段和对流段组成。本人参与设计的天然气制氢装置的转化炉为立式顶烧炉,辐射段炉箱内有4排炉管,每排32根;对流段中设置6台换热器回收烟道气预热。转化炉的主要燃料为来自PSA气体分离单元的解吸气,不足部分由原料天然气补充。
3典型控制分析
在天然气制氢装置中,典型控制有:鼓风机/引风机的控制、炉膛压力控制、泵自启控制、负荷及水/汽比控制、燃烧控制、汽包三冲量控制等。蒸汽转化单元的控制系统是本天然气制氢装置中最为复杂的控制系统,包含负荷及水/汽比控制、燃烧控制等,这些控制多数为复杂控制,保证蒸汽转化在工艺要求的范围内正常运行,具有高度的自动化水平。本文主要针对蒸汽转化单元最为复杂的、并且在天然气制氢装置中具有代表性的控制回路进行分析;并对较为常见且具有代表性的锅炉汽包三冲量控制简单分析。
3.1 负荷及水/汽比控制
本天然气制氢装置的负荷及水汽比控制采用双闭环比值控制系统。负荷及水/汽比控制工艺流程示意图见图2所示。
.png)
图2 负荷及水/汽比控制工艺流程示意图
对应的负荷及水/汽比控制框图见图3所示。
.png)
图3 负荷及水/汽比控制框图
为了控制的稳定性,原料天然气和氢气流量FT-05143采用三取中的控制方式。原料气流量FT-05143根据实时的天然气和氢气的压力PT-05106和温度TT-05143进行温压补偿。压力信号配置一个低通滤波器,用来消除尖波影响。低通滤波器时间为15秒。补偿计算后的流量经过计算模块转化为对应的装置负荷,然后根据计算出的装置负荷百分数计算对蒸汽/原料比的修正值。
过热蒸汽流量FT-05205也采用三取中的控制方式。过热蒸汽流量FT-05205根据实时的过热蒸汽压力PT-05204和温度TT-05202进行温压补偿。
为维持要求的原料/蒸汽比率,采用HIC-05207进行设置。总的水碳比可由操作员在一定操纵范围内进行调整。设定的水/碳摩尔比依据天然气分子量和天然气碳数以及计算的蒸汽/原料比的修正值来计算需要的蒸汽原料比。设定的水/碳摩尔比蒸汽量由FIC-05205进行控制,FIC-05205控制进转化炉蒸汽总管上的过热蒸汽流量调节阀FV-05205。
原料天然气和氢气流量由FIC-05143控制,设定值由装置负荷控制器HC-05201提供。转化炉负荷设定加入速度限制模块,在手动状态下,HIC-05201负荷输出变化速率限定为0.5%每分钟,最终达到负荷设定值。速度限制模块输出信号需要将设定的装置负荷百分数转换为对应的原料气流量,即装置负荷百分数乘以装置100%负荷对应的天然气流量,本装置100%负荷时对应的天然气流量为7671.1kg/hr。计算出的原料气流量与实测的原料天然气和氢气流量FT-05143高选乘以计算所得的所需蒸汽原料比的结果减去汽提塔来的过热蒸汽流量FT-05206来计算蒸汽流量控制器FIC-05205的控制设定值。
在系统侧,根据实测的天然气和氢气流量、过热蒸汽流量、从汽提塔过来的蒸汽流量、天然气分子量以及天然气碳数,分别计算实际的水/天然气质量比和实际水/碳的摩尔比并显示。
水碳比控制确保只有蒸汽流量增加了,原料量即天然气流量才可提高。即:先提高蒸汽流量,再提高原料的流量。当原料流量降低时,先降低原料,再降低蒸气流量【1】。
在实际操作中,既有手动操作模式,又有自动操作模式。当从手动操作模式切换到自动操作模式时,如果没有采取相应的处理措施,控制系统会出现波动。故在系统中根据天然气分子量、天然气碳数、过热蒸汽流量、从汽提塔过来的蒸汽流量、根据负荷百分数计算蒸汽/原料比的修正值、转化炉的负荷设定、原料天然气加氢气的流量等参数反算水碳比,然后将计算的反算结果送入HIC-05207实时跟踪,这样在手动操作模式切换到自动操作模式时可以实现水/碳比的无扰切换。提高装置运行的稳定性。
3.2 燃烧控制
燃烧控制的目的是维持转化炉出口温度在用户期望值的同时保证燃料天然气完全并安全燃烧。为保证燃料的安全燃烧,需要一个高于化学计量值的过剩空气。因此,通过燃烧控制系统,对燃烧空气流量和燃料天然气流量采用比率控制。本天然气制氢装置的燃烧控制系统在比值控制的基础上增加了交叉限幅控制。
交叉限幅控制系统是比较先进的控制系统,通常应用于转化炉、加热炉等设备的燃烧控制,弥补了一般比值控制的不足。从转化炉或加热炉的出口温度、原料天然气、燃烧空气等三方面入手,保证燃料的充分安全燃烧【2】。
本天然气制氢装置的燃烧控制可大致分为3个主要部分:温度及助燃空气控制、天然气补充燃料控制、PSA尾气做燃料控制。
燃烧控制工艺流程示意图如图4所示。对应的燃烧控制框图如图5所示。
.png)
图4 燃烧控制工艺流程示意图
(1)温度及助燃空气控制
过剩空气量的设定由手动输入控制器(HIC-05276)设定。可以根据不同燃料气人为设置过剩空气量,使交叉限幅控制系统满足不同燃料气转化炉的温度控制。
为了控制系统的稳定性能,转化炉出口温度(TT-05221)采用三取中的控制方式。PSA+变换气混合物的热值、天然气的热值、PSA尾气+变换气的流量以及燃料天然气流量控制器的设定值四个参数反算烧嘴负荷百分数,反算后的数值送至转化炉出口温度控制器TIC-05221中,出口温度器的输出外加反算烧嘴负荷百分数的前三个计算参数来将TIC-05221的输出转化为燃料天然气的流量。
PSA尾气+变换气流量引入混合燃料的化学计量数之后,计算将这些混合燃料完全燃烧所需的空气量。
助燃空气流量(FT-05251)同样采用三取中的控制方式。燃烧空气的流量通过鼓风机上的永磁调速进行控制,所测的实时空气流量根据燃烧空气的温度实时进行补偿。
作为本天然气制氢装置核心设备的转化炉的对流段设置了6台换热器,用来回收烟道气的预热,分别是:极速蒸发器(E1)、转化原料预热器(E2)、蒸汽过热器(E3)、燃烧空气预热器高温段(E4)、烟气冷却器(E5)和燃烧空气预热器低温段(E6)。鼓风机出来的燃烧空气通过空气预热器、E6、E4依次被加热,温度逐渐升高。同时为了保证空气预热器的温度和控制烟气排液温度,在燃烧空气预热器的低温段设置温度调节旁路。通过调整旁路调节阀控制温度,防止水汽冷凝,尽可能避免酸性漏点腐蚀。
与水碳比控制相似,为了实现手自动的无扰切换,根据PSA尾气和变换气的流量、燃料天然气流量控制器的设定值等参数反算空气过量系数实时跟踪HIC-05276,达到装置稳定运行的目的。同时,实际过剩空气量通过参数变量实时在系统显示,并设置过剩空气低报警,当报警发生时提醒操作员,如问题不能得到及时解决,最终会发生联锁触发。
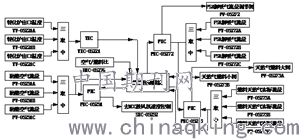
图5燃烧控制框图
(2)天然气补充燃料控制
在以下三种情况下会需要补充燃料天然气进入总管:
•装置开车时为防止压力低低联锁触发;
•正常操作时的流量控制(FIC-05273);
•防止去烧嘴混合燃料气压力高高联锁触发。
补充燃料气的控制阀通过高低信号选择器与对应的三个控制器连接,可实现系统的自动控制操作。
去烧嘴天然气燃料通过三取中后,根据天然气分子量和去烧嘴混合燃料气的压力对燃料天然气流量进行修正,修正后的流量进入“滑行分程”控制模块。补充燃料气的流量通过两个并联的控制阀FV-05273A和FV-05273B进行控制。其中,FV-05273A为天然气燃料大阀,FV-05273B为天然气燃料小阀,这两个并联的阀门在燃烧控制模块中设置为“滑行分程”模式。
由于装置在开车工况下用气量非常小,如果仅凭大阀进行控制,装置运行很不稳定,在开车工况下,主要用小阀进行控制;装置正常运行时,主要用大阀进行控制。在“滑行分程”模式中,小阀门FV-05273B根据控制器的输出信号以一定斜率线性打开,当小阀门开度达到50%时,天然气燃料大阀FV-05273A也以相同的斜率线性打开。由于阀门的控制信号经过一个低通滤波器,大阀打开的速度较慢。当大阀FV-05273A线性打开时,不论计算的供应负荷为多少,小阀FV-05273B保持50%开度不变。当大阀FV-05273A在较高负荷下全开时,小阀FV-05273B又会以相同的斜率逐步打开,直至小阀全开。阀门关闭时的动作过程与此相反。
值得注意的是,天然气燃料控制阀FV-05273A和FV-05273B在仪表选型时控制特性应为线性,而非一般的等百分比控制特性,只有在这种情况下,阀门开度才能与流量特性成比例,实现“滑行分程”控制方式。
(3)PSA尾气做燃料控制
来自PSA的尾气燃料流量FT-05272A/B/C经过三取中后,借助混合燃料气的压力信号对PSA尾气流量进行密度修正。解吸气的总量通过来自PSA单元的可用尾气燃料压力PIC-05406进行控制,并为FIC-05272提供设定值。FIC-05272作用于一个单独的PSA尾气去燃料气总管的流量控制阀FV-05272上。
结合以往项目经验,无论是转化炉还是燃烧炉,负荷控制和燃烧控制是最为关键也是最为复杂的控制部分,不管是哪个环节出现问题,都会影响整个装置的平稳、安全的运行。在本天然气制氢装置中,复杂的燃烧控制在交叉限幅控制系统的应用下,可以设定天燃气补充燃料流量控制器的设定值,维持两种燃料的热平衡。解吸气燃烧所需要的空气流量通过解吸气流量和空气燃料比率控制中设定的固定化学计量值计算获得,维持过剩的燃烧空气。当燃烧空气量增加至装置运行引入更多的燃料时,转化炉出口温度会降低。转化炉出口温度控制器会要求更多的燃料,并通过交叉限幅控制系统要求更多的空气。这将导致空气量达到最高时,燃烧却不能补偿需要的额外热量,所以,空气的先导限制非常重要。
3.3 汽包三冲量控制
汽包三冲量控制实际为汽包液位LT-05261为主变量、锅炉给水流量FT-05341为副变量、饱和蒸汽流量FT-05261为前馈的控制系统。三冲量控制克服了给水量的变化不能及时克服的缺点。
汽包三冲量工艺流程图如图6所示。
.png)
图6汽包三冲量工艺流程图
汽包三冲量控制框图如图7所示。
.png)
图7 汽包三冲量控制框图
4应用情况
某天然气综合改造工程25000Nm3/h天然气制氢装置应用了以上典型控制回路,装置开车调试顺利并一次性投产成功。装置满负荷时的天然气流量为7671.1kg/hr。自2017年6月投产以来装置运行稳定,自动化程度较高,无计划外停车。装置采用分散控制系统(DCS)控制,负荷及水/汽比控制、燃烧控制、锅炉汽包三冲量控制全部投用,运行效果令人满意。
5结语
随着国家对氢能源以及节能环保要求的不断提高,化工装置的自动化水平及能源消耗越来越引起人们的重视,采用先进的控制方法,不但能提高装置的自动化水平,减少装置的非计划停车,达到节能减排的目的,还能产生较高的经济效益,符合国家可持续发展战略的要求。
参考文献:
[1] 崔欣,张彩慧,席小明.制氢装置水碳比的交叉限幅控制方案,炼油技术与工程,2016,46(10):45-47.
[2] 沈冰泉.基于PID算法的双交叉限幅串级控制,2003年冶金能源环保生产技术会议论文集,2003:157.
[3] 李永林,孔庆成.制氢装置转化炉先进控制,大氮肥,1995(5):381-384.
[4] 贺代芳,孙如田,叶晓燕,朱新明.制氢装置转化炉燃烧控制系统的实现,化工自动化及仪表,2010(1)114-117.